| Покупателям |
|
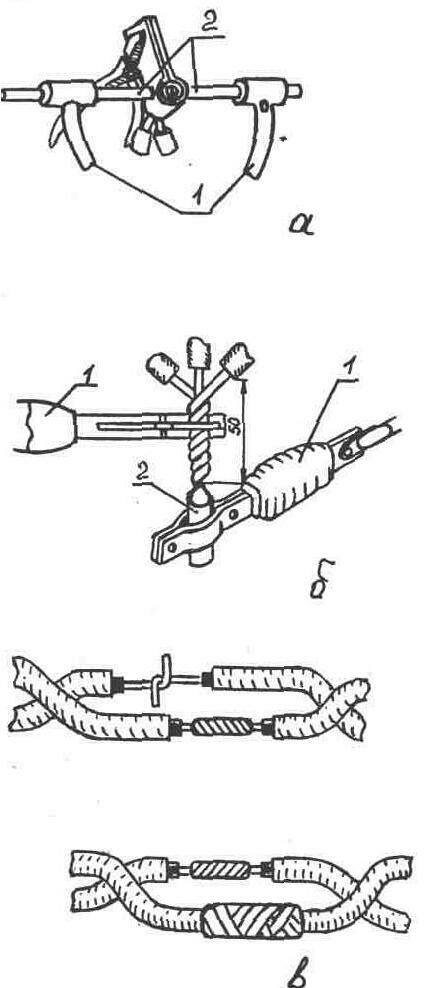
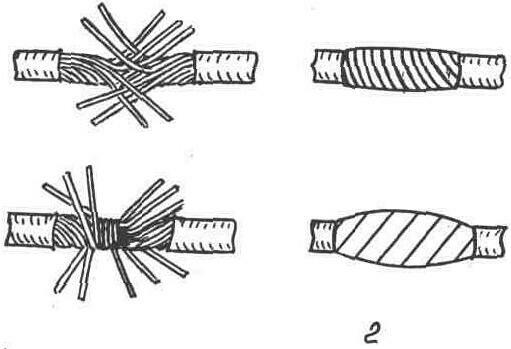
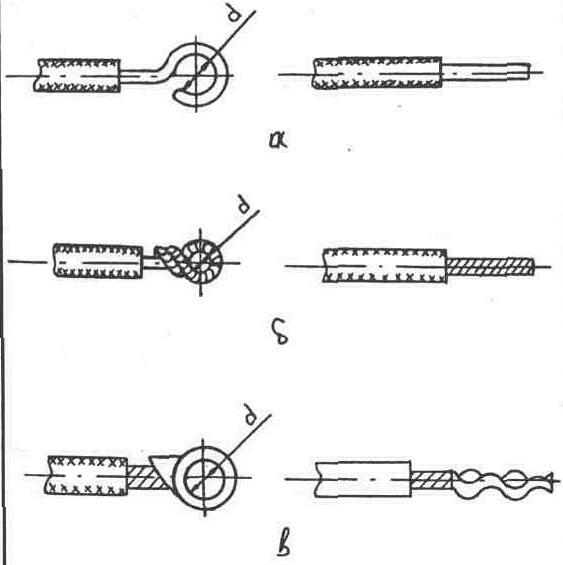
Соединение алюминиевых жил должно быть выполнено опрессовкой или сваркой, допускается соединение проводников пайкой. Провода сечением более 10 мм^2 запрещается соединять скруткой. Опрессовку алюминиевых проводов производят следующим образом. Концы проводов освобождают от изоляции, зачищают металлической щеткой или ножом до блеска и вводят в алюминиевую гильзу, наполненную цинковазелиновой или кварцевазелиновой пастой. Гильзу с проводами опрессовывают клещами. Опрессовку предварительно скрученных однопроволочных жил сечением 2, 5 — 10 мм^2 можно производить специальными клещами типа КСП без применения гильзы и пасты. Сварку алюминиевых проводов и кабелей сечением 4—10 мм^2 производят специальными клещами. Напряжение 6—12 В подводят от трансформатора мощностью 0, 5—1 кВА. Ток сварки (до 100 А) регулируют переключением отпаек трансформатора. Сварку производят с применением флюса АФ-44 угольным электродом при помощи обжимки и плоскогубцев (рис. 35, а) или скруткой с последующей сваркой угольным электродом (рис. 35, б). Многопроволочные алюминиевые провода сечением 16—25 мм^2 соединяют сваркой при помощи специальной разъемной формы, угольного электрода, паяльной лампы или горелки и присадочного алюминиевого прутка. Припайке проводов сечением 4—10мм^2 снимают изоляцию с концов жил, зачищают их ножом, стальной щеткой или наждачной бумагой до блеска и скручивают. Место соединения нагревают пламенем горелки или паяльной лампы и облуживают специальными припоями типа А, Б и кадмиевым. Флюс при этом не нужен. При применении мягких припоев типа АВИА-1 и АВИА-2 (температура плавления 200°С) применяют флюс АФ-44. Места пайки обязательно очищают от остатков флюса, протирают бензином, покрывают влагонепроницаемым (асфальтовым) лаком, а затем изоляционной лентой, которую также покрывают лаком. Медные однопроволочные и многопроволочные провода сечением до 10 мм2 соединяют скруткой (рис. 35, в, г) с последующей пропайкой места соединения припоями ПОС-30 (30% олова и 70% свинца), ПОС-40 и канифолью в качестве флюса. Применять кислоту или нашатырь при пайке нельзя. Места соединения скруткой должны быть длиной не менее 10—15 наружных диаметров соединяемых жил. Опрессовку медных проводов производят следующим образом. Провода зачищают от изоляции на длину 25—30 мм и укладывают параллельно внахлестку. Сложенные концы туго обертывают двумя слоями медной фольги толщиной 0, 2—0, 3 мм и спрессовывают. При качественно выполненной опрессовке провода и фольга не имеют обрывов. Оконцевание проводов под винтовой зажим осуществляют в виде кольца, а под плоский зажим — в виде стержня (рис. 36, а). При сечении провода до 4 мм^2 включительно оконцевание в виде кольца выполняют следующим образом. С конца провода снимают изоляцию на
Соединение проводов: а — сваркой алюминиевых проводов при помощи обжимки и плоскогубцев; б — сваркой предварительно скрученных медных или алюминиевых жил при помощи угольного электрода; в — скруткой и облуживанием медных или алюминиевых жил; г ~ скруткой и пропайкой медных, многопроволочных жил; 1— держатели электродов; 2 — угольные электроды длине, достаточной для выполнения кольца. Жилу жесткого провода закручивают в кольцо по часовой стрелке, а гибкого провода — в стержень, а затем в кольцо и облуживают (рис. 36, б, в). Оконцевание провода в виде стержня производят следующим образом: с конца провода удаляют изоляцию; для гибкого провода стержень скручивают и облуживают. При сечении жил 6 мм^2 и больше оконцевание. Производят кабельными наконечниками. Лучшим способом оконцевания является оконцевание наконечниками типа Т (трубчатый), ТА (трубчатый алюминиевый) и ТАМ (трубчатый медно-алюминиевый) способом местного вдавливания пресс-клещами ПК-1 для жил сечением до 50 мм^2.
Оконцевание жил проводов под винтовой и плоский зажимы: а — жесткий провод; б, в — гибкий провод Особенность опрессования. оконцеваний и соединений алюминиевых жил в отличие от медных заключается в применении кварцевазелиновой пасты, а также в выполнении наконечников и соединительных гильз из чистого алюминия с увеличенными в длину и толщину стенками трубчатой части и большей площадью опрессования. Переход между трубчатой частью кабельного наконечника и изоляцией провода изолируют полихлорвиниловой трубкой или лентой. Присоединению проводов к зажимам аппаратов должно предшествовать оконцевание провода (в виде кольца или стержня). Присоединение к одному контактному зажиму более 2 проводов запрещается. Зажимы должны соответствовать величине номинального напряжения и тока. Зажимные винты рассчитаны на присоединение проводов следующих сечений: в зажимах до 10 А — двух проводов сечением до 4 мм^2 без наконечников; в зажимах до 25 А — двух проводов сечением до 6 мм^2 без наконечников; в зажимах до 60 А - двух проводов сечением до 6 мм^2 без наконечников и одного провода сечением 10 или 16 мм^2 с наконечником. Винтовой зажим, к которому присоединяются алюминиевые жилы, должен иметь устройство, ограничивающее возможность раскручивания колечка и не допускающее ослабления контактного давления вследствие текучести алюминия. Колечко алюминиевого однопроволочного провода перед вводом под контакт зачищают и смазывают кварцевазелиновой или цинковазелиновой пастой. На присоединяемые провода надевают хлорвиниловые трубки, на которые дихлорэтановыми чернилами наносят маркировку провода. Присоединение проводов к аппаратам, имеющим контактные лепестки, производят пайкой. Спаянные монтажные соединения должны обеспечивать надежность электрического контакта и необходимую механическую прочность. Основным материалом для пайки является припой ПОС-40, а для ответственной аппаратуры — ПОС-61. Припой рекомендуется применять в виде трубок с канифольным наполнением или проволоки диаметром 1—3 мм. Флюсом служит раствор канифоли в спирте, а также канифоль сосновая высшего или первого сорта. |
| Новости техники | |
| Помощь | |
| Полезные советы | |
| Инструкции | |
| Технические статьи | |